广东亚兰装备技术有限公司
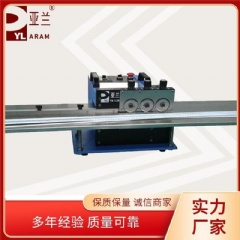
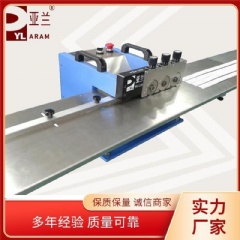
广东亚兰装备技术有限公司PCB分板机的一些相关注意事项:
在实践的运用进程中,不管是那些PCB分板机的运用进程中也好,还是在那些自动分板机,FPC脉冲焊接机的运用进程也好,都是有着很多不同的性能及优势在其间的。
1、PCB分板机在实践的运用进程中,依据不同过的板材,可以有效的去调理分板机的切割速度。并且,在实践的运用进程,还可以很好的起到安全维护的成效的。
2、PCB分板机在实践的运用进程中,其圆刀上配备有护刀片,在实践的操作进程中,是不会有伤到手的状况呈现的。

3、PCB分板机在实践的运用进程中,其配备的安全防护感应装置。在实践的操作进程中,如果是有异物呈现在其间的话,其机械是会停止操作的。
4、PCB分板机在实践的运用进程中,其上下刀空隙,是可以依据自己的需求来进行调理成效的易于我们操作
5、PCB分板机在实践的运用进程中,其采用的高速钢资料,在实践的操作进程在,可以很好的起到耐磨的成效,可以有效延伸设备的运用寿命。
6.替代人工折斷方法或V-CUT或PUCH的切割瑕疵,提高產品良品率.
亚兰分板机制造厂专门从事PCB分板机等各种分板机的加工制造和销售的。长期经营的经验,机器设备一般没有质量问题,买分板机找亚兰电子,大家的首选厂家